Incontrovertible facts
In-house engine tests provide incontrovertible facts about the function and quality of the products.
Our engine testing facilities are located near the most important development centers of the automotive industry, thus allowing close cooperation with customers on location. Development and testing of engines and their components are increasingly decentralized. Transparency and exchange of information among the various engine testing locations are therefore indispensable.
Main tasks
MAHLE engine testing involves a variety of tasks that can be essentially divided into six areas.
- Measurement method development
New measurement, testing, and analysis methods provide important information for new product development. Following global coordination and local development, new methods are rolled out globally within the MAHLE Group. This means that new methods can be implemented at all locations, providing valuable data and facts both within MAHLE and for customers. - Fundamental research
This includes preparing and verifying generally applicable catalogs of actions for special problems and subject areas. - Engine testing of new products
Before new products are released for customer applications, they must meet a high degree of technical maturity and functionality. New products are therefore tested and validated internally in engine test runs. - Engine testing of products through to series production release
In the course of product development, existing products are adapted to the customer’s specifications and tested in customer-specific engine test runs. Holistic testing of a power cell unit (PCU, including pistons, piston rings, and cylinder liners) is indispensable for assessing the interactions between individual components and harmonizing them with each other. - Troubleshooting
Complications with series production products require prompt response. Field failures must be reproduced with appropriate test runs in the engine testing facility so that potential remedial measures can be tested. - Development services
Engine testing can provide the customer with extensive assistance based on experience and technical expertise, performing a wide range of engine tests as a development services provider.
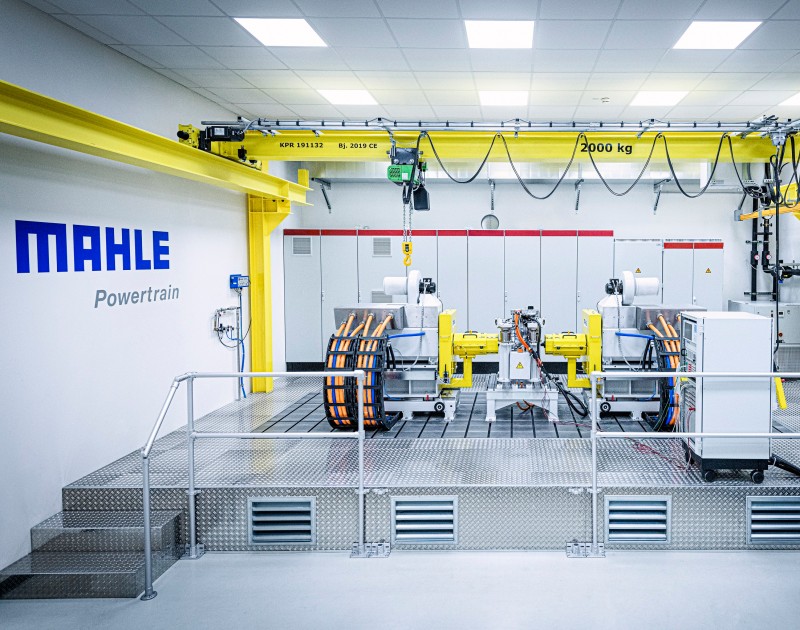
Test bench for electric drives
MAHLE has commissioned a highly modern test bench for electric drives in Stuttgart-Fellbach. This equipment will be used to develop and test e-axles and e-drive units for a wide range of electric and hybrid vehicles. The first test on a unit was successfully performed on behalf of a customer in November 2020.
MAHLE invested around EUR 3 million in the new facility. Both customers and developers can benefit from the facility. The e-test bench marks another milestone in MAHLE’s technological transformation.

Hydrogen test center
MAHLE has put a new test center for hydrogen applications into operation in Stuttgart/Germany. The rigs will be used to test components for fuel cells and close to zero-emissions engines running on hydrogen in order to develop economical and robust system solutions for the automotive industry. Around 100 employees are working on hydrogen-related projects in Stuttgart. MAHLE has been a supplier for fuel cell vehicles since more than ten years.

Cold test benches
The cold test bench allows the cold start behavior of the engine to be evaluated and diverse surface coatings to be tested with respect to damage due to cold start scuffing. The entire test bench, including the coolant, oil, and intake air temperatures, can be cooled down to –28°C.

Acoustic test benches
Low-reflection test benches are used for extensive NVH (Noise, Vibration, Harshness) tests for optimizing the acoustic behavior of components, such as pistons, bearings, valve train components, and intake modules. Both structure-borne and airborne noise measurements can be taken. Defined test runs can precisely reproduce noise excitation on the test bench, allowing the objective comparison of potential remedial measures.
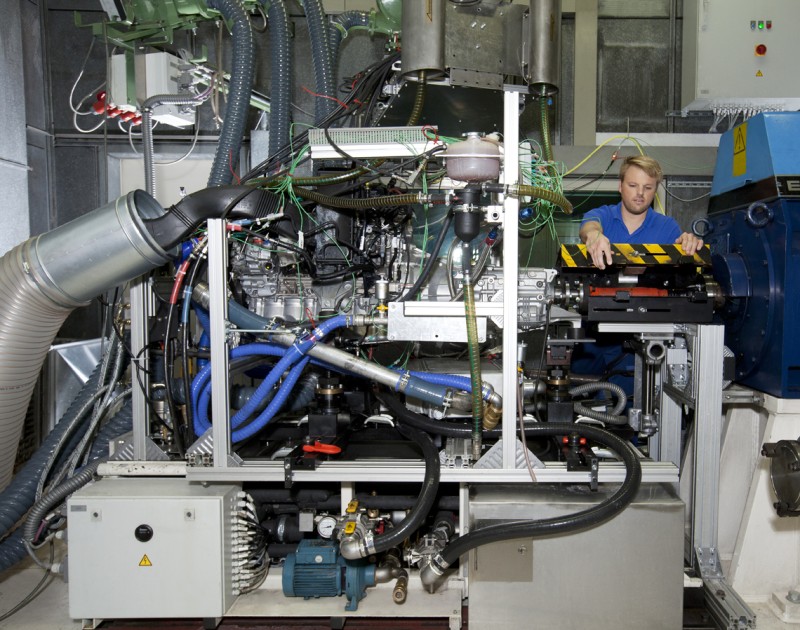
Friction power test benches
With the friction power test bench for complete engines, MAHLE uses a tool that determines mean friction pressure operating maps using the indication method on a driven, live complete engine. A wide range of design parameter variations thus allows measures to be compared over the entire operating map. Using the mean friction pressure operating map, suitable simulation tools can be used to calculate CO2 emissions in customer-relevant driving cycles.